


立达公司:E80型精梳机介绍
适当的落棉控制精梳条的质量在一定的要求范围内。这方面E80精梳机具有独一无二的优势,由于比其它精梳机扩大了梳理面积,可使用较低等级的原棉生产同样的精梳条并比E66精梳机可节约用棉2%。比市场上其它精梳机节约用棉4% 产品质量好(见图9图10)
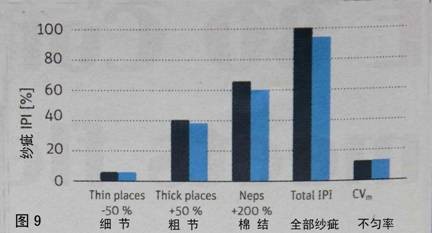
(深色的是E66精梳机的各项质量指标 浅色的是E80精梳机的各项质量指标)
图9、在落棉率不变的条件下E80与E66精梳机精梳纱的成纱质量的比较
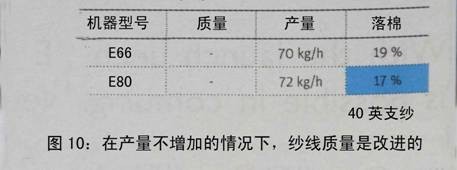
图10、E80精梳机的落棉量与E66精梳机产量的对比
3、E80精梳机的产量比E66精梳机的产量高,而E80精梳机的落棉率比E66精梳机落棉率低,说明E80精梳机的梳理质量比E66精梳机及其它精梳机有改进,不仅可节约用棉2%、还可节约能源10%、管理费用减少20%。
五、E80精梳机的高产量、质量及用棉的发展潜力都很大
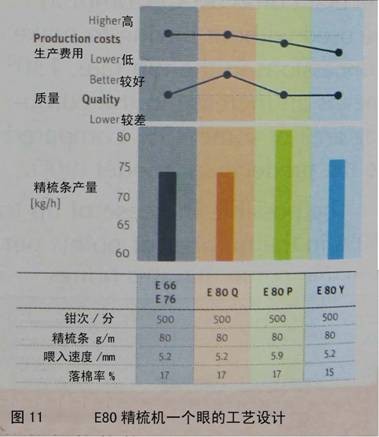
图11中表明E80精梳机的产质量在同样工艺设计条件下都比E66等其它精梳机好,尤其E80精梳落棉率比其它落棉率减少2%时,精梳条的产质量仍能保持在较高的水平上。体现出E80精梳机的优势。
E80精梳机单眼的产质量潜力:从表8中可看出生产费用是降低的,在同样的工艺配备下,选择高产量的E80P精梳机(工艺条件是:500钳次/分、精梳条重量80克/米、喂入速度5.2mm/分、落棉率17%)纺纱质量最好。图11中可看出应用E80精梳机的生产费用降低、产品质量好. E80p精梳机的精梳条产量比E66等其它精梳机同工艺精梳机的产量高,约高10公斤/时
E80精梳机有三个方案(模式)即:E80Q 质量式精梳机、E80P产量式精梳机及E80Y用棉量式精梳机。可分别根据需要应用,工艺各有重点。有时也可以在同一机台眼上正确的混合考虑质量、产量及用棉量这三个方案,以分别达到优质高产的各个精梳机机台的产品的产量及质量,满足生产的要求。这是模块化技术在E80精梳机上的应用,可根据原棉质量情况考虑E80精梳机的工艺重点,体现出其工艺技术优势。在适应原棉质量的条件下满足生产厂及市场的需求。
结语:立达公司的E80精梳机的锡林梳理弧长由90度加长到130度是一项重大的改进,要比提高顶梳板的上下跳动钳次来提高精梳机的产量要有效而现实的多。现在看来,加长E80精梳机的锡林梳理弧长以提高精梳条的产质量是项科学技术的重大改革,是今后进一步提高精梳机的产质量的好方向,单靠提高精梳机的钳次速度是很有限的,有些人误导精梳机的车速可提高到1000钳次/分是十分错误的。也可以说单靠提高精梳机的钳次速度是不可能的。应该认识到加长精梳机的锡林梳理弧长以提高精梳条的产质量是今后进一步发展精梳机的产质量的正确道路。
此外在精梳机系统像E80精梳机那样应用机器人,发展全自动化精梳生产管理的做法也很值得应用推广,即提高精梳机的工效又节省了用工。应该加快推广应用。
参考文献
1、秦贞俊编著 世界棉纺织前沿新技术 (M) 北京 中国纺织出版社2010.6出版 P42-46
2、秦贞俊编著。现代棉纺纺纱技术(M) 上海 东华大学出版社出版. 2008。(7 )出版 P37-41
3、秦贞俊. 精术落棉量对精梳条及成纱质量的影响.(R)2007高效能精梳机工艺技术研讨会文集 P130-136
4、秦贞俊.现代精梳技术的发展. (R)2007高效能精梳机工艺技术研讨会文集P130-136
5、 Dr norbert Brunk. Yarn quality improved by ACP Quality Package. (J)Spinnovation 2008.(24)p9-14
6、Reeti pal singh. Develoments in comber,speed frame &rin frame.(J).THE indean textile journal 2009.(8).p28-37
7、 F atma Goktepe.A comparison of compact yarn properties produced on Different Systems(J).Textile Research journat 2006
8 Arindam Basu.New methodology t Assess combing efficiency. (J)The Indian Textile Journal 2006(4)
9、Riter india LTd .E76 comber now can be linked to E17 servotrolley (J).The indian textile journa2009(4): p95-96
10、Riter Yvan schwartz: E80 comber:Quality meets flexibility the Indian textile journal 2013.3 p107-108


