


21世纪初世界棉纺织技术的新发展(环锭细纱机二)
十、钢领、钢丝圈
国外钢领材料主要选用轴承钢、高级合金钢等表面硬度在600—800HV的高硬度耐磨材料,并在金属加工,热处理及动力学理论等方面做了许多突破性的研究与开发,推出了耐摩寿命长,散热性好,抗契性好的新型高速钢领。
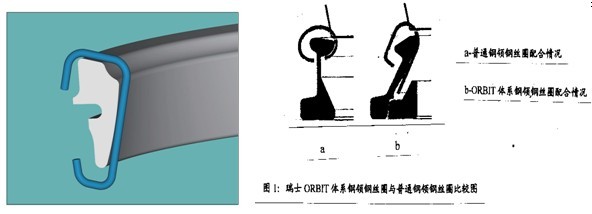
1 瑞士立达公司应用ORBiT系列钢领钢丝圈,接触面积加大(图1),散热面增加,比普通钢领钢丝圈接触面多4—5倍,散热面大,在锭速25000转/分时钢丝圈线速达到55米/秒,工作仍很正常,钢领使用轴承钢材料,热处理工艺好,加工精度高,耐磨性好,使用寿命8年以上,钢丝圈寿命在2个月左右。瑞士立达公司应用的高科技合金材料—Zenit生产的高速钢领呈彩红色,钢领钢丝圈之间无磨合期,运行48小时完全走入正常,高速运转下无磨损现象,纺纱张力十分稳定,正是这种钢领钢丝圈的出现,才使锭子速度可上升到25000转/分,生产稳定,纺纱质量好。
国外的纺机厂一般都是同时研制、开发与生产的钢领钢丝圈,钢领钢丝圈配套的设计与加工同时考虑 因此配套合理,像瑞士布如克的orbit钢领钢丝圈就是一家公司设计与生产的,他们将钢丝圈与钢领的接触面比一般钢领钢丝圈增加了四倍,扩大了散热面,延长了使用寿
命。如图所示:( 图10)
瑞士立达公司的高速细纱机应用了orbit钢领钢丝圈、HPS-25高速锭子、P3-1 气动加压系统及新型轻质纱管(重量只有120 克),锭速开到每分钟25000转。这是环锭细纱机高速运转的器材的典型结合。
①钢领钢丝圈配合情况

②钢丝圈断面图
图10、钢丝圈与钢领的接触面比一般钢领钢丝圈增加了四倍及钢丝圈断面
2 德国Tec公司研制的Geratwina 陶瓷钢领钢丝圈系列是高耐磨新技术的一次性钢领钢丝圈,锭速17500转/分条件下,运转105天,钢丝圈飞行路程为300000千米,相当于绕地球7.5周,而不出现损坏,大大减少调换钢丝圈的次数,细纱断头减少5%,效率提高,产量可提高10%。
3瑞士Bracker是专门生产钢领钢丝圈的公司,目前已在我国逐步推开销售,除了生产Orbil系列外,还生产TiTan、Garat、fbermo及Nora等高速钢领钢丝圈配套使用,可进一步降低细纱断头,钢领使用寿命可达到10年,钢丝圈寿命也很长,根据不同的品种、纱支及锭速配套供应。
4、瑞士Bracker是专门生产钢领钢丝圈的一个公司,目前已在我国逐步推开销售,除了生产Orbil系列外,还生产TiTan、Garat、fbermo及Nora等高速钢领钢丝圈配套使用,可进一步降低细纱断头,钢领使用寿命可达到10年,钢丝圈寿命也很长,根据不同的品种、纱支及锭速配套供应。
此外像英国、日本、美国等生产的钢领钢丝圈的性能也很好。
5、高速细纱锭子在开高速时(25000转/分及以上时), 为了减少因高速而引起大的纺纱张力及波动,减少纱线毛羽,一般采用小直径钢领及轻质纱管。由于自动络纱机空气捻接技术的发展,络纱后形成无结头纱,像立达J20喷气纺纱机的无接头痕的接头技术是由计算机控制的,在电子清纱器的配合下完成与一般传统的接头方法不同的接头,新的接头技术使所有的纤维均被包缠到纱体中,使接头处获得与原纱直径外观一样的粗细(图11、),在织物上看不出接头的痕迹。为进一步提高织物外观质量创造条件,从而使织物更美观,提高了织物的价值。机械手将有疵点的纱线吸离筒子并剪除疵点后又被纺纱喷嘴吸进机械手,机械手把纱尾以预定方式分离,然后沿着纺纱方向,以渐进的喂入方式接近生产速度再次将其输入。
锭细纱机采用小直径钢领,为降低钢丝圈线速度创造了条件,国外新型环锭细纱机的卷绕成形都向小卷装发展,(38-42×180-190毫米)。小卷装会增加落纱次数,自动落纱机的的无接头痕的接头技术的成熟可得到弥补,在长车(1000锭以上)上,集体自动落纱机落纱时间仅需2-4分钟,尤其在细络联自动生产线中小卷装对提高锭速,减轻锭子负荷,都起到积极作用。瑞士立达公司的高速细纱机应用了orbit钢领钢丝圈、HPS-25高速锭子、P3-1 气动加压系统及新型轻质纱管(重量只有120 克),锭速开到每分钟25000转。这是环锭细纱机高速运转的器材的典型结合
6、在2011巴塞罗纳ITMA国际纺织机械展览会上青泽Zinser360等高挡细纱机的纺纱品种及纱支有纯棉、人造棉及混纺纱等;纤维长度最长为51mm;纺纱支数59.5Tex(10—120英支);锭速25000转/分;生产用的专件如:罗拉 、锭子、钢令、轴承、摇架、气圈环、锭子刹车等器材及专件的精度很高.
7、OptiStart使在达到正常速度以前,钢丝圈的磨合会自动的依据其要求的速度完成钢丝圈磨合阶段,从而增加了钢丝圈的使用寿明。
8、OptiStart可对正常纺纱阶段分为10个曲线不同的速度,使每个纺纱速度都能接近工艺的极限速度,得到最高的产量,钢丝圈的寿命也会延长。


