


精梳机、粗纱机及环锭细纱机的新技术


作者:秦贞俊
内容摘要:当代的精梳机、粗纱机及环锭细纱机比20世纪已有了许多新发展,不仅车速提高了许多,而且在自动控制与检测技术、节能环保及新品种开发等方面也有了许多进步,展示了机器制造者的成功并从而能不断的满足市场消费者的需求。
一、精梳机的变化很大:车速、精梳条及精梳纱的质量都有很大的进步
以下列几项精梳机的显著进步为例说明
1、精梳机钳次的增加:近来许多新型现代精梳机的速度都很高,这还要包括良好精梳机的操作技术,而且还要有运动学设计及良好的空气控制设计。
像立达的E65//E75/精梳机都是由电子计算机控制的,电子计算机可优化精梳机的工艺。通过程序控制及上忆次的计算机对精梳工艺及有关元件进行优化、计算、检测及精确的摸拟,精梳机的速度可达到450nip//min, 使分离罗拉的驱动负荷减轻,工艺的改进可提高精梳机的产量及效率。(见图1)E66精梳机的传动图
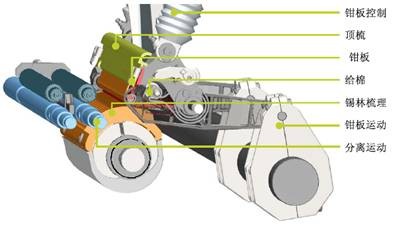
图1、E66精梳机的传动图
2、精梳机的特点
⑴ 德国特吕茨勒的TCO1型精梳机
特吕茨勒新设计的TCO1型精梳机是气动加压式的新型精梳机,车速达到500 nip/min ,在运转生产中,有特定的软件系统摸拟气动负荷,因此,每台精梳机的元件都设计的十分精确,使负荷稳定一致,机器结构很紧凑而无震动,在500 nip/min的条件下机器也不会走动变形.优化动力学会使机器耗能低,实际运行中的速度可达480nip/min,产量可达到60-70kg/时,钳板是用铝合金做成的,质量很轻,可减少振动及噪音水平.
⑵ 马佐里的CM6OON 精梳机
马佐里的CM6OON 精梳机的速度可达到480nip//min.应用钳板的动力学分析,可减少钳板的闭合速度,使钳板运动耗用的能力较低。马佐里的CM6OON 精梳机是应用3D-CAD软件新设计的,可减少机器的应力及噪音,使运转平稳,没有震动及重的冲击感。
⑶ 钳板的同步运动:已有应用多个伺服电机分别传动钳板、分离罗拉及锡林等运动,做到工艺同步。
如图1所示Rieter E66(E65/E75)精梳机,在精梳锡林进行梳理时下钳口的表面距精梳锡林表面低并保持一定距离时,使应用常规的梳理原理时的梳理效果较好。特吕茨勒的TCO1型精梳机,Rieter E65/E75精梳机,马佐里的CM6OON 精梳机等都是应用同步钳板运动的.
⑷丰田VC5A型精梳机是无凸轮分别传动的分离罗拉联合体的精梳机,丰田VC5A型精梳机也是铝合金的钳板,改进了无凸轮的机械联合体的运动,使分离罗拉的运动惯性减少并增大机器的运动速度。
丰田的精梳锡林直径已由5″改为6″丰田VC5A型精梳机在开始梳理时的锡林隔距可保持的隔距较宽之后的隔距可保持为常数值。.表明在刚开始梳理时梳针的长度可对较长的纤维进行梳理,隔距可宽一些。这是6″直径的精梳锡林与5″锡林的区别之处。
⑸减少夹持器的隔距的可避免长纤维变为落棉,假如夹持器隔距放宽会影响对纤维的控制,使精梳效率恶化,落棉增加。如立达的新精梳机的夹持器隔距设计的很小。
⑹ 顶梳针的自我清洁:在生产时顶梳上含有短纤及杂质,增加了顶梳的负荷,以往为此要停机进行清洁,产量会因此减少。特吕茨勒的TCO1型精梳机具有自我清洁顶梳的系统,非常短暂的压缩空气的冲击波(大约只有毫秒级)对顶梳针从上到下的进行净化清洗,把附着在针上的纤维及杂质去除。清除的频率可依据不同的原棉等级而定。立达的E65/E75/精梳机 “Ri-Q-TOP”上顶梳上也有高效自我清洁系统。
⑺VARIO条卷卷绕机的速度
立达的UNilaoaE32条卷卷绕机的速度根据条卷饶的直径的变化而调整。从而保证了高产时的成卷质量,从开始到满卷传动带的张力及压力系统都是围绕着从180-270度的范围内作用的,使成卷压力均匀,故称OMECA的卷绕技术。卷绕速度恒定的保持在180m/min (最大速度)获得较低的CV %
⑻ 成卷具有恒定的棉卷重量g//m
特吕茨勒的成卷机TSL 1的优质棉卷在牵伸、|速度及压力等整个成卷过程中棉卷重量保持一致.,马佐里的LW2N 成卷机在整个成卷过程中的所有参数的调节使棉卷支数保持一致,丰田成卷机自动重量调节系统可自始至终保持每米恒定的棉卷重量g/m.


