


21КАјНГЮ·ДЦҜјјКхөДРВ·ўХ№(АлПЯЦКБҝјаҝШјјКх)
ЎӘЎӘЧчХЯЈәЗШХкҝЎ
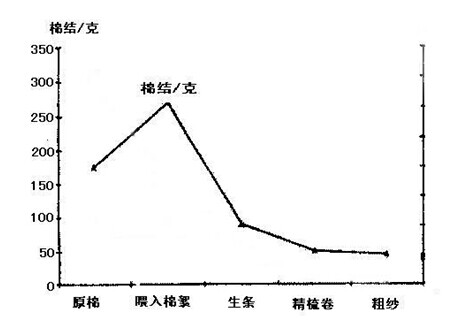
ЎЎЎЎўЗЎў¶ФФӯГЮіЙКм¶ИөДЦр°ьјмСй
ЎЎЎЎФЪІвКФіЙКм¶ИMRКұҝЙУҰУГІвіЙКм¶ИөДҙ«ёРЖчЈ¬ІвөГіЙКм¶ИөДЗйҝцөДөҘО»КЗіЙКм¶ИұИВКЈ¬ЧӘ»»әЬ·ҪұгЎЈГЮПЛО¬іЙКм¶И¶ФГЮЙҙЦКБҝУ°ПмәЬҙуЎЈ
ЎЎЎЎІ»іЙКмПЛО¬ә¬БҝФҪ¶а»бК№ЙҙФЪПЯөДГЮҪбФц¶аЈ¬ҙУ¶шК№ЙҙПЯәНЦҜОпөДНв№ЫҙЦІЪ¶шІ»ҫщФИЈ¬іЙЙҙЗҝБҰТІТтОӘІ»іЙКмПЛО¬өДФц¶ај°ЛщФміЙөД¶МИЮФцјУ¶шҪөөНЈ¬К№өГЦҜФмР§ВКҪөөНЎЈҙЛНвЈ¬»№УЙУЪІ»іЙКмПЛО¬·ЦҒСІ»ҫщФИЈ¬»бФміЙЦҜОпөДИҫЙ«әбөІҙГөгЈ¬У°ПміЙЖ·ЦҜОпөДНв№ЫЈ¬ТтҙЛЈ¬ГЮПЛО¬өДіЙКм¶ИУҰЧцОӘ·ДЙҙ»мЕдГЮөДЦШТӘҝШЦЖЦёұкЎЈН¬КұТІТӘУҰУГПИҪшөДјмІвТЗЖчҪшРРЦр°ьјмСйЈ¬ІўҝШЦЖУлХЖОХІ»іЙКмПЛО¬ә¬Бҝј°·ЦҒСЈ¬ТФОИ¶ЁУлМбёЯІъЖ·ЦКБҝЎЈ
ЎЎЎЎіЙКм¶ИәГөДПЛО¬ФЪ·ДЙҙјУ№ӨЦРҫЯУРҪПёЯөДЗҝБҰј°өҜРФЈ¬І»іЙКмөДПЛО¬ЗҝБҰИхЈ¬ФЪФю»Ёј°·ДЙҙ№эіМЦРИЭТЧ¶ПБСЈ¬ҙУ¶шК№ЖҪҫщіӨ¶ИјхЙЩЈ¬ФцјУ¶МПЛО¬ә¬БҝЎЈІ»іЙКмөДПЛО¬ёХРФТаІоЈ¬ФЪјУ№ӨЙъІъЦРИЭТЧФміЙГЮҪбЈ¬К№Йҙј°ЦҜОпНв№ЫҙЦІЪ¶шІ»ҫщФИЈ¬ФЪ·ДЙҙјУ№ӨЦР¶ПН·ёЯЈ¬І»іЙКмПЛО¬»№»бІъЙъ·ППЛЈ¬іЙЙҙЗҝБҰөНЎўЙҙҙГФц¶аЎЈ
ЎЎЎЎІ»іЙКмөДПЛО¬ә¬Бҝ¶аЈ¬К№ЦҜФмР§ВКөНІўУ°ПмЧоЦХЦҜОпөДНв№Ыј°ЦКБҝЎЈіЙКмПЛО¬¶Фәу№ӨРт»ҜС§јУ№ӨТІУРУ°ПмЈ¬ИзЛҝ№вЎўУЎИҫјУ№ӨЎўКчЦёХыАнөИЈ¬іЙКмөДГЮПЛО¬Лҝ№вөДР§№ыҫщФИЈ¬ФЪИҫЙ«КұГЮҪб¶ФИҫБПөДЗЧәПБҰПа¶ФөНЈ¬К№ИҫәуЦҜОпНв№ЫіцПЦ°ЧөгЎЈУЙУЪІ»іЙКмПЛО¬өД·ЦҒСІ»ҫщФИЈ¬ТІ»бК№ЦҜОпІъЙъИҫЙ«әбөІҙГөгЈ¬І»іЙКмПЛО¬¶ЁРНРФІоЈ¬ИҫБПОьКХРФДЬҪПҙуЈ¬ИҫәуПҙөУКұИҫБПҙУ·ДЦҜЖ·өДНв№ЫЦКБҝК®·ЦЦШТӘЈ¬ЦҜОпЦРҙжФЪөДёчЦЦНв№ЫҙГөг»бЦұҪУУ°Пм·ДЦҜЖ·өДҫәХщБҰЎЈКөјщұнГчЈ¬УР70%У°ПмЦҜОпИҫЙ«Р§№ыөДФӯТтКЗФӯГЮұҫЙнФміЙөДЈ¬ЖдЦРЦҜОпИҫЙ«әуіцПЦөДәбөөҙГөгёьОӘН»іцЎЈЈ¬¶ФҙЛ№ъДЪНвЧЁјТҪшРРБЛРн¶аУРР§СРҫҝЈ¬ІўИЎөГБЛј«ҙуҪшХ№І»іЙКмПЛО¬ЦРПҙөфЈ¬РОіЙЦҜОпМхУ°ЗбЦШөДұд»Ҝј°әбөөҙГөгЎЈ
ЎЎЎЎёщҫЭКФСйМхјюј°Ҫб№ыҝЙ°ҙТФПВГЮ°ьіЙ·Э°ІЕЕ»мГЮІўҪшРРЦр°ьјмСй
ЎЎЎЎўЩЎўГҝЕъУлЕъГЮ°ьјдІ»іЙКмПЛО¬ә¬БҝІоұрЧоҙуІ»і¬№э0.5%ЎЈ
ЎЎЎЎўЪЎўГҝЕъДЪГЮ°ь°ьУл°ьЦ®јдIFCЖ«ІоПөКэІоТмЧоҙуІ»і¬№э2%Ј¬
ЎЎЎЎФЪЙПКцҝШЦЖ·¶О§Ј¬УЙУЪІ»іЙКмПЛО¬ә¬Бҝ°Щ·ЦұИөД·ЦҒСФміЙөДәбөІҙГөг»б»щұҫПыіэЎЈ·ДЙҙЙъІъТІ»щұҫОИ¶ЁЎЈ
ЎЎЎЎіӨБлІъөДFM10ГЮПЛО¬іЙКм¶ИІвКФТЗЈ¬КЗТ»ЦЦҝмЛЩКФГЮПЛО¬іЙКм¶ИөДІвКФТЗЈ¬ҝЙІвКФГЮПЛО¬өДіЙКм¶ИЎўВнҝЛВЎЦө»ъПё¶ИөИПоЦёұкЈ¬ө«»№І»ДЬЦұҪУ·ҙУҰіцІ»іЙКмПЛО¬өДХјөД°Щ·ЦұИЎЈ
ЎЎЎЎўИЎў¶ФЙъІъ№эіМҪшРРЦКБҝјаҝШ УҰУГUSTER AFISГЮПЛО¬РФЦКјмІвТЗЈ¬ҝЙТФёщҫЭПЛО¬іӨ¶ИЎўГЮҪбЎўФУЦКә¬БҝөИПЛО¬ІОКэөДұдТм¶ФХыёцЙъІъ№эіМҪшРРҝШЦЖЎЈНЁ№эјаІвХвР©ІОКэЈ¬ҝЙТФ¶ФІ»Н¬ЙъІъЙиalign="left" hspace="12">ұёөДіэФУ3ЎўәНЗЈЙмҪшРРХэИ·өДЙиЦГЈ¬Н¬КұБЛҪвГҝТ»ЙъІъ№эіМөДіэФУР§ВКј°БгІҝјюДҘЛрЗйҝцЎЈ

ЎЎЎЎНј2ЎўУҰУГUSTER AFIS¶Фёч№ӨРтФЪЦЖЖ·өДГЮҪбә¬БҝІвКФҪб№ыөД·ЦҒСНјЈЁПВНјОӘЧӘұӯ·ДЙҙЈ©
ЎЎЎЎўЙЎўјмІвУлҝШЦЖҫ«КбВдГЮБҝЈ¬јмІвУлҝШЦЖҫ«КбВдГЮБҝКЗМбёЯҫ«КбМхј°ҫ«КбЙҙЦКБҝөДЦШТӘНҫҫ¶ЎЈҫ«Кб»ъөДВдГЮ¶ФУЪҙУМхҫнЦРЕЕіэ¶МПЛО¬ЎўГЮҪбЎўҙшЧСРјГЮҪбЎўІ»іЙКмПЛО¬ЎўМбёЯҫ«КбМхЦРәГПЛО¬ХјөДұИАэЈ¬јхЙЩҫ«КбМхј°ЙҙПЯЦРөД¶МПЛО¬ЎўГЮҪбөИЖрЦШТӘөДЧчУГЎЈІ»Н¬өДҫ«Кб»ъВдГЮВКЈ¬»бК№ҫ«КбМхј°ЙҙПЯЦР¶МПЛО¬ЎўГЮҪбә¬БҝІ»Н¬Ј¬әГПЛО¬өДұИАэТаІ»ПаН¬Ј¬¶ФіЙЙҙЦКБҝУРПФЦшУ°ПмЈ¬¶МПЛО¬ә¬БҝөД¶аЙЩУ°ПмЙҙПЯөДРФЦКЈ¬ИзөҘЙҙЗҝБҰЎўЗҝБҰІ»ФИВКЎў¶ПБСЙміӨЎўЙміӨІ»ФИВКј°ЗҝБҰИх»·өИОпАнЦёКҫЎЈЙҙПЯГ«УрУлҫ«КбВдГЮБҝУР№ШЈ¬ВдГЮБҝјУҙуІ»ҪцјхЙЩГЮҪбЈ¬
ЎЎЎЎҫ«Кб»ъВдГЮВКјУҙуЈ¬ГЮҪбә¬БҝПаУҰјхЙЩЈ¬КөјщЦРёщҫЭІъЖ·ЦКБҝТӘЗуЙъМхГЮҪбә¬БҝөДЗйҝцТФј°ҫ«КбЦЖіЙВК¶Ф№Өі§ҫӯјГР§ТжөДУ°ПмЈ¬ККөұИ·¶ЁЧојСВдГЮБҝУлГЮҪбә¬БҝөДұИЦөЎЈИз№ыҫ«Кб»ъВдГЮВКјУҙуДЬУлЧӘұӯ·ДПаҪбәПЈ¬ФтјУҙуҫ«Кб»ъВдГЮВКЈ¬Т»·ҪГжҝЙҪшТ»ІҪјхЙЩҫ«КбМхј°ҫ«КбЙҙөДГЮҪбәН¶МИЮЈ¬МбёЯҫ«КбЙҙөДЖ·ЦКЈ¬БнТ»·ҪГж°Сҫ«Кб»ъВдГЮУГУЪЧӘұӯ·ДЙъІъЧӘұӯЙҙЈ¬ФЪҫӯјГЙПКЗәПЛгөДЎЈ
ЎЎЎЎТ»Р©ГЮ·ДЦҜЖуТөЈ¬ОӘБЛК№ҫ«КбМхҪаҫ»Ј¬ҪшТ»ІҪҪөөНҫ«КбМхЦРөДҪбФУә¬БҝЈ¬МбёЯҫ«КбМхөДЦКБҝЈ¬јУҙуБЛҫ«КбВдГЮБҝҙпөҪ18-20%ЧуУТ»тёьҙуЈ¬Ҫ«ВдГЮУҰУГФЪЧӘұӯ·ДЦР·ДЦЖПаУҰЦ§КэөДЧӘұӯЙҙЈ¬јҙМбёЯБЛҫ«КбЙҙөДІъЖ·ЦКБҝЈ¬УЦК№ҫ«КбВдГЮөГөҪід·ЦАыУГЈ¬К№ІъЖ·ЦКБҝУлҫӯјГР§ТжҙпөҪТ»¶ЁөДЖҪәвЎЈ
ЎЎЎЎУ°Пмҫ«КбЦКБҝөДТтЛШәЬ¶аЈ¬Изҫ«Кб»ъЙПХлөДЧҙМ¬Ј¬ПҰБЦј°¶ҘКбХл°еөДКбХлЧҙМ¬Ј¬¶ј»бУ°ПмВдГЮәНҫ«КбМхөДГЮҪбә¬БҝЎЈ
ЎЎЎЎ¶ФФӯГЮөДҝӘЛЙУліэФУҫ»»ҜГЮНшј°°лЦЖЖ·УлјхЙЩГЮҪбј°¶МИЮКЗТ»ёцПа»ҘТАҙж¶шУЦГ¬¶ЬөД№ШПөЎЈТӘФЪҝӘЗеГЮЎўКбГЮј°ҫ«Кб№ӨРтЦРУҰУГUSTER AFISГЮПЛО¬РФЦКјмІвТЗТЗ¶ФЙиұёөДёчёц»·ҪЪСРҫҝХвёцОКМвЎЈТӘФЪUSTER AFISГЮПЛО¬РФЦКјмІвТЗІвКФҪб№ыөДЦёөјПВНЁ№эГюҝй»ҜјјКхөДУҰУГЈ¬УЕ»Ҝ№ӨТХј°ёДҪшЙиұёұаЧйТФИбәНөДјУ№ӨјјКхФЪ¶ФФӯГЮҫЎБҝҝӘЛЙіэФУөДН¬КұЧоҙуПЮ¶ИөДјхЙЩГЮҪбј°¶МИЮөДІъЙъ
ЎЎЎЎ3ЎўОЪЛ№МШ№«ЛҫҪьДкАҙУЦНЖіцБЛUSTER AFIS PRO2РНГЮПЛО¬РФЦКјмСйТЗЈ¬МжҙъБЛUSTER AFISГЮПЛО¬РФЦКјмСйТЗ Ј¬¶ФГЮПЛО¬өДіӨ¶ИЎўіЙКм¶ИЎўФУЦКј°ГЮҪбә¬БҝөИПЛО¬РФЦКөДЦёұкҪшРРёьҫ«И·өД·ЦОцЈ¬ҝШЦЖҝӘЛЙЎўіэФУЎўКбГЮЎўІўМхј°ҙЦЙҙөИХыёц·ДЙҙ№ӨТХБчіМөДУР№ШЦКБҝОКМвЎЈ»щұҫГюҝйNCҝЙјмІвГЮПЛО¬ј°°лЦЖЖ·ЦРөДГЮҪбј°ҙшЧСРјҝЗөДГЮҪбКэБҝЎЈёь»»Lј°MјмІвҙ«ёРЖчҝЙјмІвПЛО¬іӨ¶ИәН¶МПЛә¬БҝТФј°ГЮПЛО¬іЙКм¶ИәНІ»іЙКмПЛО¬ә¬БҝЈ»ёь»»ФУЦКҙ«ёРЖчГюҝйҝЙјмІвГЮ»ЁЦРөДФУЦКәН»ТіҫөДә¬БҝЎЈКФСйҪб№ы¶јКЗҝЙЦШёҙРФөДҝЙҝҝөДЎЈUSTER AFISГЮПЛО¬РФЦКјмСйТЗЕдУГUSTER AUTOJETЈ¬ҝЙКөПЦКФСйІЩЧчЧФ¶Ҝ»ҜЈ¬Т»ҙОҝЙН¬КұІвКФ30ёцКФСщЈ¬І»РиІЩЧчИЛФұҪйИлЈ¬ККУҰУЪ№жГюҪПҙуөД·ДЙҙі§ЎЈ
ЎЎЎЎҙЛНвЈ¬іӨБлІъөДXJ2128ҝмЛЩГЮПЛО¬РФДЬІвКФТЗҝЙІвКФГЮ»ЁөДРн¶аРФЦКЎЈИзПЛО¬өДіЙКм¶ИЎўіӨ¶ИЎўЙ«ФуЎўЗҝ¶ИЎўҪбФУөИЎЈТІКЗГюҝм»ҜјјКхУҰУГөД·¶АэЎЈ
ЎЎЎЎ4ЎўРФДЬПИҪшөДГЮ·ДЦҜЧ°ұёУлФЪПЯј°АлПЯөДёЯҝЖјјөДјмІвҝШЦЖТЗЖчПаҪУәПКЗПЦҙъ»ҜГЮ·ДЦҜЖуТөҪшРРІъЖ·ЦКБҝјмҝШөДұШТӘМхјюЈ¬КЗМбёЯІъЖ·ЦКБҝөДЦШТӘНҫҫ¶ЎЈТтҙЛЈ¬ФЪРВҪЁ»тёДФмТ»Р©ГЮ·ДЦҜі§КұТӘКЧПИСЎәГУГәГРФДЬПИҪшөД·ДЦҜЙиұёІўЧўТвҪЁБўЖрІъЖ·ј°°ліЙЖ·өДФЪПЯУлАлПЯЦКБҝјмІвҝШЦЖНшВзМеПөКЗөұҙъ·ўХ№ёЯЛЩЎўёЯІъ ЎўёЯР§ЎўУЕЦКЎўөНәДөДПЦҙъ»ҜЖуТөөДКЧТӘөДМхјюЎЈ
ЎЎЎЎҫЭІвКФУлНіјЖЈәУЎИҫІјөДҙГөгУР70%КЗФӯГЮј°·ДЙҙ№эіМФміЙөДЈ¬ТтҙЛФЪРФДЬПИҪшөД·ДЦҜЙиұёөДПИҫцМхјюПВјУЗҝФӯГЮЎў·ДЙҙ№ӨіМј°ЦҜЧј№ӨіМөДөДЦКБҝ№ЬАн¶ФМбёЯЦХ¶ЛІъЖ·ЦКБҝј°МбёЯЙъІъР§ВКҫЯУРәЬЦШТӘөДЧчУГЎЈ
ЎЎЎЎ5ЎўТмПЛөДјмІвУлЗеіэЈәФЪҝӘЗеГЮ№ӨРтЦРУҰУГИЛ№ӨјмТмПЛј°ФЪҝӘЗеГЮ№ӨРтЦРЙиЦГТмПЛјмІв·ЦАлЖчәНФЪЧФ¶ҜВзНІ»ъЙПөД№вөзКҪөзЧУЗеЙҙЖчөДБӘәП№ӨЧчЈ¬ҝЙТФК№ЗеіэТмәуөДЙҙІјөДЦКБҝҙпөҪКРіЎРиТӘөДұкЧјјҙҙуФјГҝ20№«ҪпХлЦҜІјФКРнУР10ёщТмПЛЈ¬ Гҝ100ЖҪ·ҪГЧ»ъЦҜІјФКРнУР33ёщТмПЛЎЈ
ЎЎЎЎФЪҝӘЗеГЮПөНіОҙ¶ЛјУЧ°БЛТмПЛјмІвј°ЗеіэПөНіЈ¬ЗеіэТмПЛөД»щұҫФӯАнКЗҪ«КшЧҙГЮПЛО¬ј°°ьІшБЛТмПЛөДКшЧҙПЛО¬КЧПИТӘҫӯ№эПёЦВөДҝӘЛЙЈ¬ҝӘЛЙФҪәГЈ¬КшПЛО¬ФҪЙЩЈ¬іКУОАлЧҙөДөҘПЛО¬ЧҙМ¬ФҪәГЈ¬ТмПЛұ»јмІвЗеіэөДҝЙДЬРФФҪҙуЈ¬ЗеіэТмПЛПөНі°ІЧ°ФЪҝӘЗеГЮЙъІъПЯД©¶Лј°КбГЮ»ъЦ®З°ЎЈ
ЎЎЎЎМШВАҙГАХ№«ЛҫФЪ2007ДкITMAХ№іцөДі¬¶МБчіМөДҝӘЗеГЮПөНіЦРЈ¬ТС°СөЪЛДөА№ӨРтУлЗеіэТмПЛөД№ӨДЬәПФЪТ»ЖрЎЈ
ЎЎЎЎМШұр¶ФУЪНёГчөДЎў°ЧЙ«өДұыВЪПЛО¬өДјмІв№ҰДЬКЗЧоРВөДјмІвјјКх·ўХ№ЎЈUSTER QUANTUM3УҰУГБЛЧоПИҪшөДКэВлјјКхМжҙъБЛUSTER QUANTUM2Ј¬РОіЙ№вөзәНТмПЛҙ«ёРЖчөИёЯ¶ЛјјКхЈ¬ЎЈЗеіэТмПЛөД№ҰДЬёьОӘПИҪшЎЈјмІвЗеіэТмПЛөД№ҰДЬ»щұҫКЗФЪПЯөДЈ¬ө«ХвМЧПөНіөДЧчУГИҙКЗ¶аёцөҘёцТЗЖчөДЧчУГБӘәПЧйіЙөДЈ¬ИзМШВАҙДАХҝӘЗеГЮЦР¶ФУЪөДЗеіэНёГчөДЎў°ЧЙ«өДұыВЪПЛО¬өДјмІв№ҰДЬКЗЧоРВөДјмІвјјКх·ўХ№Ј¬КЗУҰУГЖ«Хс№вФӯАнөДТЗЖчіцЙ«НкіЙөДЎЈ
ЎЎЎЎОТ№ъіӨБл·ДЦҜ»ъөзҝЖјј№«ЛҫЙъІъөДCSПөБРГЮ»ЁТмПЛЗеіэ»ъККУГУЪёчЦЦЗеКбБӘ»ъАПКҪөДЗе»Ё»ъЎўДЬУРР§өДЗеіэГЮ»ЁЦРөДТмПЛЈ¬°ьАЁ°ЧЙ«өДұыВЪЛҝөИЎЈ
ЎЎЎЎ6ЎўГ«УрөДјмІвУл№ЬАн
ЎЎЎЎЙҙПЯөДГ«Ур¶Ф·ДЦҜІъЖ·ЦКБҝЈ¬ЦҜФмР§ВКј°ЙъІъ»·ҫі¶јУРГчПФөДёұЧчУГЎЈ·ДЦҜ№эіМЦРПёЙҙј°ВзЙҙКЗІъЙъГ«УрөДЦШТӘ№ӨРтЈ¬ЖдЦРПёЙҙөД·ДЙҙИэҪЗЗшЎўёЦБмёЦИҰҫнДнЧйјюј°ВзЙҙХЕБҰөИ¶ФГ«УрөДІъЙъУРК®·ЦПФЦшөДУ°ПмЎЈФЪјхЙЩЙҙПЯГ«УрКұЈ¬ТӘЕ¬БҰҪөөНЙҙПЯГ«УрЦөј°Жд·ЦҒСЈ¬К№ЖдҝШЦЖФЪ2007ОЪЛ№МШ№«ұЁөД25%Л®ЖҪДЪЎЈЙҙПЯөДГ«Ур·ЦҒСІ»ҫщФИТФј°ФЪЦҜФмЦРГ«УрРОіЙРВөДГЮҪбөИ¶ј»бУ°ПмИҫЙ«ІјөДНв№ЫЦКБҝЈ¬УРөД»бРОіЙәбөөҙГөгЎЈФЪ·ДЙҙ№эіМЦР»·¶§ПёЙҙ»ъ¶§ЧУУ붧ЧУЎўВзЙҙ»ъНІЧУУлНІЧУЦ®јдЈ¬ЙҙФЪПЯГ«Ур·ЦҒСөДУРІоТмЎЈУЙУЪЙміцЙҙМеНвөДГ«УрұИЙҙМеДЪөДПЛО¬ёьИЭТЧИҫЙ«Ј¬ҙУ¶шФміЙЕчІјИҫЙ«әуөДЙ«ІоЈ¬РОіЙәбөөҙГөгЎЈ ЕзЖшЦҜ»ъЙъІъёЯГЬЦҜОпКұГ«УрК№ПаБЪҫӯЙҙПа»ҘІшБ¬ФміЙҝӘҝЪІ»ЗеЈ¬ҫӯЙҙЙПЈіәБГЧТФЙПөДГ«Ур»№»бК№ТэОіК§°ЬЎЈ
ЎЎЎЎ№ШУЪЙҙПЯГ«УрөДМШРФј°Жд¶ФЕзЖшЦҜ»ъР§ВКәНЦҜОпНв№ЫөДУ°ПмЈ¬№ъДЪНвФзТСҪшРРБЛРн¶аСРҫҝЈ¬¶ФГ«УрКэБҝөДІв¶ЁТІПаУҰөШСРЦЖіцёчКҪТЗЖчЈ¬ОЪЛ№МШ07Д깫ұЁКЗУҰУГОЪЛ№МШМхёЙТЗЎӘ3Ўў4ЎўРНМхёЙТЗФцјУІвКФГ«УрГюҝйІвКФГ«УрHЦөЎЈ
ЎЎЎЎўЕЎўөВ№ъІМ¶ыО°ёсЈЁzweigleЈ©G565РНј°G566РНГ«УрІвКФТЗКЗІв¶ЁЙҙПЯГ«УріӨ¶Иј°·ЦІјЧҙҝцөДЧоРВКҪТЗЖчЎЈУРИЛ¶ФГЮЎўХіҪә¶МПЛөДЖХКбј°ҫ«КбЙҙҪшРРБЛІвКФЈ¬ИПОӘПёЙҙГ«УріӨ¶ИөД·ЦІјіКЦёКэ№жВЙ·ЦІјЈ¬ГЮЙҙФјУР75%өДГ«Урј°Г«ИҰіӨ¶ИөНУЪ1әБГЧЈ¬¶шҪцУР1%өДГ«УріӨ¶Иі¬№э3әБГЧЎЈ3әБГЧіӨј°ТФЙПөДГ«УрОӘУРәҰГ«УрЎЈ»бПФЦшөДУ°ПмЕзЖшЦҜ»ъөДР§ВКЎЈ
ЎЎЎЎўЖЎў№ъНвЙҙПЯГ«УрІв¶ЁөДТЗЖчіэБЛөВ№ъөДG565НвЈ¬ИрКҝUster3-4-5РНј°ЧоРВөДКФСйКТUSTER OHҙ«ёРЖчУлUSTER TESTER5-S400»тUSTER TESTER5-S800 РНМхёЙТЗҪбәПІвКФЙҙПЯГ«УрЈ»»№УРУў№ъОэАіСРҫҝЛщөДГ«УрІвКФТЗөИЎЈ
ЎЎЎЎўЗЎў№ъІъГ«УрІв¶ЁУРYG172AРНј°BTЎӘ2РНФЪПЯГ«УрІвКФТЗЈ¬YG172AРНYG171BРНГ«УрТЗКЗФЪYG171AРН»щҙЎЙПҪшІҪ·ўХ№ЖрАҙөДөЪИэҙъГ«УрІвКФТЗЎЈYG172AРНТЗЖчУлИХұҫDT201ј°ОэАіГ«УрТЗөИФӯАн»щұҫПаЛЖЈ¬¶шYG171BРНФтУлG565ПаЛЖЈ¬КЗДҝЗ°№ъДЪЧоОӘАнПлөДГ«УрІвКФТЗЎЈҝЙБ¬РшФтКФ1ЎӘ50ҙОЈ¬ИОТвСЎ¶ЁЈ»Г«УріӨ¶ИТ»ҙОН¬КұІв¶Ё1Ўў2Ўў3Ўў4Ўў5Ўў7Ўў10Ўў12әБГЧЈ¬БнНвУРКэҫЭЧФ¶ҜПФКҫј°ҙтУЎјЗВј»ъРөЈ¬ҝЙұЁёжЖҪҫщЦөЈ¬І»ФИВКCV%ј°Г«УрЦұ·ҪНјөИЎЈЈ¬ОТ№ъіӨБл·ДЦҜөзЧУТЗЖчі§ЙъІъ№©УҰТФЙПјмІвГ«УрөДТЗЖчЎЈұрМШYG172AРНГ«УрІвКФТЗДЬ¶ФЙҙПЯЦРГ«УрөДіӨ¶МЎўКэБҝј°·ЦІјҪшРРЧФ¶ҜІвКФәННіјЖ·ЦОцЈ¬ККУЪ¶Ф¶МПЛЙҙј°ЙПҪ¬әуөДҫӯЙҙГ«УрөДІвКФЈ¬ЛьКЗАыУГ№вөзЧӘ»»ФӯАнЈ¬°СГ«УрХЪ№вТэЖрөД№вөДұд»ҜЧӘұдОӘөзРЕәЕЈ¬ҫӯ·ЕҙуХыРОҙҰАн¶шРОіЙГ«УрјЖКэВціеЈ¬ҫӯөзЧУјЖЛг»ъёшУЪЧӘ»»ПФКҫЎЈYG172AГ«УрІв¶ЁТЗДЬ·ҙУҰіцГ«УрөД·ЦІјөДРФДЬЈ¬ККәПУЪМбёЯҮҠЖшЦҜ»ъөДТӘЗ󣬶ФҮҠЖшЦҜ»ъМбёЯЦҜ»ъР§ВКУРЧчУГЎЈ
ЎЎЎЎўИЎўЙҙПЯФЪПЯјмІвГ«УрөД·ЦІј
ЎЎЎЎУҰУГөВ№ъWzweigle565РНГ«УрјмІвТЗ¶ФЙҙФЪПЯГ«УріӨ¶ИөД·ЦІј
ЎЎЎЎЧҙҝцҪшРРІв¶Ё·ЦОцЈ¬өГіцЙҙПЯГ«УрөДАЫјЖ·ЦҒС
ЎЎЎЎ·ыәПёәЦёКэәӯКэ№жВЙЈ¬јҙЈә
ЎЎЎЎ N(x)=Ae-bx------1
ЎЎЎЎКҪЦРN(x)©ӨөИУЪ»тҙуУЪXіӨ¶ИөДГ«УрёщКэЈ¬
ЎЎЎЎ X©ӨГ«УрөДЙи¶ЁіӨ¶И
ЎЎЎЎ AЎўB©Ө·ҙУіЙҙПЯГ«УрМШРФЈ¬ЧчОӘЖАјЫГ«УрөДЦёКэЎЈ

Нј3ЙҙПЯЙПГ«УрөД·ЦІјЗъПЯ·ыәПёәЦёКэәӯКэ№жВЙ
ЎЎЎЎУҰУГG565РНГ«УрІвКФТЗ¶ФёчЦЦАаРНЙҙПЯөДГ«УрҪшРРҙуБҝІвКФЈ¬·ўПЦҙуФјУР75%ТФЙПөДГ«УріӨ¶ИөНУЪ1әБГЧЈ¬¶шУРәҰөД3әБГЧТФЙПГ«УрҪцХј1%ЎЈ
ЎЎЎЎёщҫЭГ«Ур·ЦҒСЧҙҝцј°КөјКЙъІъЦКБҝөДТӘЗуЈ¬И·¶Ё3әБГЧј°ТФЙПөДГ«УріӨ¶ИОӘБЩҪзіӨ¶И»тіЖУРәҰіӨ¶ИЈ¬Іў°СБЩҪзіӨ¶ИЈіәБГЧөДГ«Ур·ЦІјЗйҝцЧчОӘҝјәЛЙҙПЯГ«УрөДЦШТӘТАҫЭЎЈ
ЎЎЎЎўЙ. ОЪЛ№МШОЪЛ№МШ№«ұЁ¶ФЙҙПЯГ«УрөДІОҝјЦөФзФЪЈёЈ№ДкНіјЖЧКБПЦРЧціцГчИ·№ж¶ЁЈ¬07Д깫ұЁЦРТІ№ж¶ЁБЛІОҝјДЪИЭј°Па№ШөДЗъПЯЈ¬УРГ«УрЦөЈИЎўГ«УрұкЧјІоЈУHЎўұдТмПөКэөИЦёұкЎЈ Г«УрЦөHКЗЦёФЪЙҙПЯЈұАеГЧІвБҝ·¶О§ДЪЙміцЙҙМеНвөДПЛО¬іӨ¶ИЈ¬ТФәБГЧјЖЛгөДАЫјЖіӨ¶ИЈ¬јҙГҝАеГЧіӨөДЙҙЙПГ«УріӨ¶ИЎБГ«УрёщКэЎЈ Г«УрЦөHУлЙҙПЯЦ§КэЎўДн¶ИПа№ШЈ¬ЙҙПЯФҪПёЖдәбҪШГжЦРПЛО¬ёщКэФҪЙЩЈ¬ ЙміцЙҙНвөДГ«УрКэТаЙЩЎЈЙҙПЯДн¶ИФҪҙуЈ¬Г«УрДнИлЙҙМеДЪөД»ъ»бФҪҙуЈ¬Г«УрТаЙЩЎЈ
ЎЎЎЎКөјщЦӨГчЈәөҘЙ«ИҫЙ«ЦҜОпПаБЪБҪёцУГЧчОіЙҙөДНІЧУЙҙГ«УрЦөHПаІоЈұј°ЈұТФЙПКұЈ¬ ЦҜОпИҫЙ«әу»біцПЦЙ«ІоәбөөЈ¬ЛдИ»ФЪФӯЙ«ІјЙПХвЦЦГ«Ур·ЦІјөДІоұрІ»ГчПФЈ¬ө«ИҫЙ«әу»бУРГчПФІоұрЎЈ
ЎЎЎЎГ«УрөДұкЧјІоЈУHКЗҝјәЛГ«Ур·ЦІјөДөЪ¶юЦёұкЈ¬КЗГиКцЙҙПЯҫнЧ°ДЪІҝГ«УрұдТмөДКэЦөЈ¬Па¶ФУЪНІЧУЙҙҫнЧ°¶шСФЈ¬ПаБЪБҪёцНІЧУөДОіЙҙјдГ«УрөДІоұрТІ»бУ°ПмИҫЦҜОпөДНв№ЫЎЈ
ЎЎЎЎГ«УрөДұдТмПөКэКЗCVHГиРҙХыМеГ«Ур·ЦІјөДЗйҝцЈ¬ КЗҝјәЛЕъБҝЙъІъөДЙҙПЯГ«Ур·ЦІјөДҫщФИЗйҝц ФЪЙъІъКөјщЦРТӘМШұрЧўТвҪвҫцГ«УрHЦөј°ұкЧјІоөДҝјәЛЈ¬ ТӘЕ¬БҰПыіэ¶§ЧУЦ®јдЎў НІЧУЦ®јдГ«УрHЦөөДІоұрЈ¬ЛхРЎГ«Ур·ЦІјөДАлЙўіМ¶ИЎЈёДЙЖХыМеГ«Ур·ЦІјөДҫщФИ¶ИЎЈ
ЎЎЎЎҙҝөУВЪ¶МПЛО¬ҙҝ·Д»т»м·ДЙҙЈ¬УЙУЪГ«УрҙжФЪ»бТэЖрЦҜОпЖрЗтЈ¬У°ПмЦҜОпНв№ЫЈ¬ПЈНыHЦөТӘёьРЎЎЈ
ЎЎЎЎўКЎўПЦҙъ»ҜРВРНПёЙҙ»ъ»тЧӘұӯ·ДЙҙЙПЕдУРФЪПЯјаІвЖчЈ¬ТФИИЎўЙщ»тХЕБҰҙ«ёРЖчАҙ·ўПЦФЛЧӘТміЈөД¶§ЧУ»тҫнИЖН·Ј¬УРөДЙхЦБЕдЦЗДЬРНөДОўөзЧУјјКхЈ¬ёъЧЩ·ЦОцТміЈОКМв·ўЙъөДФӯТтЈ¬ІўТФУ«ЖБПФКҫұЁёжЈ¬К№Гҝёц¶§ЧУ»тҫнИЖН·өДЦКБҝНкИ«ҙҰУЪКЬҝШЧҙМ¬Ј¬ТФҙпөҪјхЙЩГ«УрHЦөҝШЦЖ¶§У붧ЎўМЁУлМЁЦ®јдөДІоТмЎЈФЪЖХНЁ»·¶§ПёЙҙ»ъ»тВзЙҙ»ъЙПТӘҪшРРИЛ№Ө·ҙёҙөДјмІйГҝёц·Д¶§ЖшИҰЧҙҝцөИЈ¬ҪшРРЦКБҝКШ№ШЈ¬ҪбәПГ«УрјмІвТЗөДјмІвҪб№ыАҙ·ўПЦІ»ХэіЈТтЛШј°КұҪшРРҙҰАн Г«Ур·ЦҒСІ»ФИ»бТэЖрЦҜОпИҫЙ«І»ФИІъЙъИҫҙГЈ¬ЈіәБГЧТФЙПіӨ¶ИөДГ«Ур»бУ°ПмЕзЖшЦҜ»ъҝӘҝЪЗеОъіМ¶ИЈ¬ТэЖрҫ¶ОіјдНЈМЁЈ¬У°ПмЦҜ»ъР§ВКЎЈГ«УрФЪ·ДЙҙ№эіМЦР»бІҝ·ЦНСВдҙУ¶шТэЖр·Й»ЁФц¶аЎўОЫИҫ»·ҫіЈ¬ІъЙъҙГөгөИЈ¬№ъДЪНв¶ФјхЙЩГ«УрОКМвҪшРРБЛҙуБҝөДСРҫҝІўИЎөГРн¶аПФЦшіЙ№ыЎЈ ПёЙҙј°ВзЙҙКЗТэ·ўГ«УрФцјУөДЦчТӘ№ӨРтЈ¬І»ХэИ·өД·ДЙҙ»бК№Г«УрФцјУ1.5-2.5ұ¶Ј¬ ВзЙҙ№ӨРтУЙУЪВзЙҙЛЩ¶ИёЯЎўХЕБҰҙуЎўДҰІББҰҙуК№ЙҙПЯҫӯ№эВзЙҙәуГ«Ур»бФцјУ3-4ұ¶ЎЈПёЙҙ»ъЙП·ДЙҙИэҪЗЗшј°ёЦБмЎўёЦЛҝИҰҫнДнІҝ·ЦКЗФміЙГ«УрФцјУөДЦчТӘТтЛШЈ¬ҪфГЬ·Д»·¶§·ДЙҙјјКхөДіцПЦЈ¬ИЎПыБЛ·ДЙҙИэҪЗЗшЈ¬К№»·¶§·ДЙҙПЯГ«УрHЦөҙуҙујхЙЩЈ¬ ЙҙПЯұнГж№вҪаИзЛҝЈ¬ЦКБҝҙуҙуМбёЯЎЈёЦБмЎўёЦЛҝИҰөДЕдәПОКМвТІИЎөГәЬҙуҪшІҪЈ¬УИЖдКЗёЦБмЎў ёЦЛҝИҰК№УГКЩГьөДМбёЯЈ¬К№·ДЙҙХЕБҰЗчУЪОИ¶ЁЈ¬Г«УрHЦөТІұИҪПОИ¶Ё
ЎЎЎЎўЛЎўПёЙҙҪфГЬ·ДјјКхөДіцПЦұИҪПәГөДҪвҫцБЛ·ДЙҙИэҪЗЗшІъЙъөДГ«УрЈ¬К№ПёЙҙГ«УрјхЙЩБЛРн¶аЎЈ


