


21КАјНГЮ·ДЦҜјјКхөДРВ·ўХ№(АлПЯЦКБҝјаҝШјјКх)
ЎӘЎӘЧчХЯЈәЗШХкҝЎ
ЎЎЎЎҙУНј5ЦРҝЙҝҙіцAІъөШөДЙҙЗҝБҰИх»·ұИBІъөШ¶аЈ¬ТтҙЛЈ¬УҰІЙУГBІъөШөДЙҙ№©УҰЕзЖшЗҝ»ъЈ¬ТФјхЙЩЦҜ»ъОіПт¶ПН·Ј¬МбёЯЦҜ»ъР§ВКЎЈ
ЎЎЎЎўИЎўТӘХэИ·К№УГUSTERTENSOJET-4ёЯЛЩЗҝБҰ»ъЈ¬·ҙУҰЙҙПЯЗҝБҰ·ЦІјөДХжКөГжГІЈ¬НЖ¶Ҝ·ДЦҜЙъІъЛ®ЖҪөДМбёЯЎЈІў°пЦъСЎ№әј°УҰУГФӯЙҙЈ¬USTERTENSOJET-4¶ФГҝЕъФӯЙҙІвКФТӘУРТ»¶ЁҙОКэЎЈ

Нј5ЎўІ»Н¬ІъөШөДYUAN ФӯЙҙөДЗҝБҰ·ЦІҝөДЗшұрЗйҝц
ЎЎЎЎОӘБЛ·ў»УUSTERTENSOJET-4өДЧчУГЈ¬°СәГФӯЙҙЗҝБҰ№ШЈ¬УҰөұ¶ФГҝЕъФӯЙҙҪшРРҙуИЭБҝөДЗҝБҰІвКФЎЈИзНј3ЛщКҫФЪUSTERTENSOJET-4 өҘЙҙЗҝБҰТЗЙПұШРи¶ФөҘЙҙҪшРРҪь10НтҙО¶ПБСЗҝБҰКФСйЈЁГҝёцНІЧУЙҙІвКФ1НтҙОЈ¬№ІІв10ёцНІЧУЙҙЈ©Ј¬ІЕДЬФЪ·ЦҒСНјЦРХ№КҫіцФӯЙҙ¶ПБСөгөД·ЦҒСөДГжГІЈ¬ҙУ¶шХТіцТэЖрЦҜ»ъ¶ПН·НЈМЁөДЗҝБҰИх»·Ј¬НЖЛгіцЦҜ»ъ10НтОі¶ПН·өДЛ®ЖҪЎЈХвТІКЗUSTERTENSOJET-4 өҘЙҙЗҝБҰТЗөД¶АМШөДУЕКЖЎЈКЗЖдЛьөНЛЩЗҝБҰ»ъЛщ°мІ»өҪөДЎЈ
ЎЎЎЎұн4 USTERTENSOJET-4ёЯЛЩөҘЙҙЗҝБҰ»ъУлЖдЛьЗҝБҰ»ъөД¶ФұИ
ЎЎЎЎ |
ГҝРЎКұІвКФЗҝБҰҙОКэ | јмІвЧоҙуЛЩ¶И |
| TENSOJET-4 | 30000ҙО | 400ГЧ |
| Tensorapo3 | 720ҙО | 5ГЧ |
| Tensorapio | 360ҙО | 5ГЧ |
| Din53834 | 126ҙО | 0.25ГЧЈЁЖХНЁКҪЈ© |
ЎЎЎЎҙУұн1ЦРҝЙҝҙіцUSTERTensojetёЯЛЩЗҝБҰТЗұИЖХНЁЗҝБҰТЗDin53834өДјмІвЛЩ¶ИёЯ238ұ¶Ј¬јҙК№USTERTENSOJET-4ёЯЛЩЗҝБҰТЗјмІвЛЩ¶ИОӘ5ГЧЈ¬ТІұИЖХНЁЗҝБҰТЗDin53834ФцјУ42ұ¶ЎЈ
ЎЎЎЎОТ№ъіӨБлІъөДYG062GЎўYG063G\РНИ«ЧФ¶ҜөҘЙҙЗҝБҰТЗөДІвКФЛЩ¶И»№ҪПөНЈ¬І»ДЬПсUSTERTENSOJET-4ёЯЛЩЗҝБҰТЗДЗСщ¶ФФӯЙҙҪшРРҙуИЭБҝҝмЛЩІвКФЎЈө«ФЪ·ДЦҜі§ДЪҝЙТФНЁ№э¶ФФӯЙҙЗҝБҰөДійКФБЛҪвФӯЙҙөДЗҝБҰөДЗйҝцЎЈ
ЎЎЎЎ8ЎўГЮЙҙөДМхёЙІ»ФИВКөДАлПЯјмІв
ЎЎЎЎОЪЛ№МШМхёЙҫщФИ¶ИөДІЁЖЧНјКЗ·ҙУҰТ»Р©ЦЬЖЪРФЙҙҙГөДҝмЛЩ¶шЧјИ·өД·Ҫ·ЁЈ¬ЛьҝЙСёЛЩөД·ўПЦ·ДЙҙЦРЦЬЖЪРФөДҙГөгОКМвөДРФЦКЈ¬ТФұгҪшРР·ЦОцЈ¬Ійіц·ўЙъөДФӯТтІўј°КұҪвҫцЎЈІЁЖЧНјөДәбЧшұкұнКҫІЁіӨЈ¬ЧЭЧшұкұнКҫІЁ·щөДПа¶ФЦөЎЈН¬Т»№ӨРтөДЙиұёТтІ»Н¬өДРНәЕ¶шІвөГөДІЁЖЧНјөДЗъПЯІ»Н¬ЎЈөұ·ўПЦФЪІЁЖЧНјЙПУРГчПФөДСМҙСЧҙөДІЁҚoКұЈ¬УҰј°КұөДҪшРРјЖЛг·ЦОцЎЈЧоәГТӘПИФЩИЎСщёҙКФТ»ҙОЎЈТФИ·ИПОЮТЙЎЈёщҫЭІЁіӨјЖЛгіц·ўЙъОКМвөДҙуёЕО»ЦГјсІй»ъРө»т№ӨТХЙПҝЙДЬ·ўЙъөДОКМвЎЈ
ЎЎЎЎҫЩАэЈә
ЎЎЎЎўЕЎўІвЛЩ»т¶ФХХ№ӨТХЙијЖКйөД·Ҫ·Ё
Нј1ЈәКбГа»ъОэБЦХлІјФъЙЛөДЙъМхІЁЖЧНј
ЎЎЎЎФЪКбГЮ»ъЙПіцПЦЦЬЖЪРФөДІ»ФИЈ¬Гҝ·ЦЦУ»бІъЙъnёцЦЬЖЪРФөДҙГөгЈ¬НЁ№эІвЛгј°№ӨТХјмІйЈ¬ҝЙ·ўПЦКбГЮ»ъЙъМхөДГҝ·ЦЦУөДКдіцЛЩ¶ИОӘup(mЈҜmin)Ј¬ФЪХвёцКдіціӨАп»бУРnёцЦЬЖЪРФөДҙГөгіцПЦЈ¬ЖдЦЬЖЪРФҙГөгөДІЁіӨОӘLЈҪUpЈҜn»тnЈҪUpЈҜL.јЩИзКбГЮ»ъөДТэіцЛЩ¶ИКЗ160ГЧЈҜ·ЦЈ¬ІЁЖЧНјЙПУР37.5АеГЧЧуУТөД»ъРөІЁҙГөгЎЈҫӯ№«КҪnЈҪUpЈҜLјЖЛгЈ¬nЈҪ160ЎБ100ЈҜ37.5ЈҪ427ЈЁҙОЈ©Ј¬»щұҫУлКбГЮ»ъОэБЦЛЩ¶И427ЧӘЈҜ·ЦТ»ЦВЈ¬ҫӯІйХТКбГЮ»ъОэБЦХлІјУРТ»ҙҰГчПФөДЛрЙЛЎЈЈЁИзНј1Ј©
ЎЎЎЎўЖЎўјЖЛг·Ё
ЎЎЎЎУЙУЪ·ДЙҙ№эіМЦРёч№ӨРтөД»ъЖчЙПөД»ъРө№КХПЈ¬ФЪІЁЖЧНјЙПіцПЦСМҙСЧҙ»ъРөІЁЈ¬УҰёщҫЭ»ъРөІЁІЁіӨНЖЛгіцІъЙъҙГөгөДО»ЦГЈ¬јсІйёчІҝөДЗЈЙмПөНіАпөДіЭВЦЎўЙППВВЮАӯЎўіЭВЦЦбөИЗЈЙмІҝјюУРОЮЛр»өЈ¬ІўТӘҪшРРёҙКФЎЈІЁЖЧНјөДКФСщҝЙСЎЧФУР№Ш°лЦЖЖ·»тіЙЖ·ЎЈУРКұ»№ҝЙФЪЦҜОпЙП·ўПЦЙҙҙГОКМвЎЈ
ЎЎЎЎИзЙПЛщКц»ъРөІЁКЗУЙУЪ·ДЙҙ»ъөДУР№Ш»ШЧӘІҝјюЛрЙЛ¶шФміЙЈ¬НЁ№эТФПВ№«КҪҝЙјЖЛгіц№КХПОКМвЛщФЪЎЈјЖЛ㹫КҪИзПВ
ЎЎЎЎLЈҪЎЗЎБDЎБE
ЎЎЎЎКҪЦРЈәLЎӘ»ъРөІЁІЁіӨЈ» D-ІъЙъ»ъРөІЁөД»ШЧӘІҝјюөДЦұҫ¶Ј»EЎӘІъЙъ»ъРөІЁөД»ШЧӘјюөҪІъЖ·КдіцјюЦ®јдөДЗЈЙмұ¶Кэ
ЎЎЎЎАэўЕЎўД©өАІўМх»ъЗ°Ҫә№хЦР°јөДПёЙҙІЁЖЧНјЈЁјыНј2Ј©

Нј2ЎўД©өАІўМх»ъЗ°Ҫә№хЦР°јөДПёЙҙІЁЖЧНј
ЎЎЎЎУЙНј2Ј¬¶ФУЪУЙУЪД©өАІўМх»ъЗ°Ҫә№хЦР°ј¶шФміЙөД»ъРөІЁөДІЁЖЧНјөД·ЦОцЈ¬»ъРөІЁөДјЖЛгУлІйХТЈ¬ТФД©өАІўМх»ъЗ°Ҫә№хЦР°јөДПёЙҙРөІЁІЁЖЧНј
- ҙЦЙҙөДЛДВЮАӯЦұҫӯКЗ35ЎБ35ЎБ35ЎБ40ЈЁmmЈ©ЧЬЗЈЙмОӘ7.5ұ¶
ЎЎЎЎўЪЎўПёЙҙЗЈЙмұ¶КэЈәПёЙҙөДИэВЮАӯЦұҫӯКЗ25ЎБ25ЎБ25ЈЁmmЈ©ЧЬЗЈЙмОӘ16.9ұ¶
ЎЎЎЎўЫЎў»ъРөІЁіӨ 16ЈЁmЈ©(КФСйЙҙЛЩ200mЎБ6ёсЈҜЧЯЦҪЛЩ¶И25cmЎБ3)
УЙНј2Ј¬¶ФУЪУЙУЪД©өАІўМх»ъЗ°Ҫә№хЦР°ј¶шФміЙөД»ъРөІЁөДІЁЖЧНјөД·ЦОцЈ¬»ъРөІЁөДјЖјЖЛгИзПВ
L=ҰРED DОӘУРИұПЭ»ШЧӘјюөДЦұҫ¶ EОӘУРИұПЭ»ШЧӘјюөҪПёЙҙЗ°ВЮАӯөДЧЬЗЈЙмұ¶КэЎЈ
(function() { var _oImgs = getTop().GelTags("img", getTop().S("mailContentContainer",window)); getTop().E(_oImgs, function(_aoItem){ _aoItem.onerror = function() { if (this.src && !/.*mail.qq.com\/cgi-bin.*/.test(this.src) && /http:\/\//.test(this.src) && this.clientHeight * this.clientWidth > 0) { this.onerror = null; this.src = "/cgi-bin/get_netres?url=" + encodeURIComponent(this.src) + "&sid=" + getTop().getSid(); } } }); })(); КҪЦР Јә
DОӘІўМх»ъЗ°ВЮАӯЦұҫ¶40әБГЧЈЁІўМх»ъИэёщВЮАӯЦұҫ¶·ЦұрКЗ40ЎБ30ЎБ30әБГЧ---JWFA327РНЈ©Ј¬ҰРDЈЁВЮАӯЦЬіӨЈ©=0.1256ГЧ (ҰРЎБ40)
ЎЎЎЎE---УРИұПЭ»ШЧӘјюөҪПёЙҙЗ°ВЮАӯөДЧЬЗЈЙмұ¶КэЎЈОӘ7.5ЎБ16.9ЈЁҙЦЙҙЗЈЙмұ¶КэЎБПёЙҙЗЈЙмұ¶КэЈ©=126.75
ЎЎЎЎЗЈЙмІЁіӨ=15ЎЈ9198ГЧЈЁИЎ16ГЧЈ© Ўў ЗЈЙмІЁіӨ=ҰРDEҰР 0.1256ЎБ126.75Ј¬ИЎ16ГЧ
ЎЎЎЎҫӯІйД©ІўМхЗ°ВЮАӯЖӨ№хУРЦР°јПЦПуЎЈ
ЎЎЎЎАэўЖЎўҙЦЙҙ»ъәуҪә№хЛрЙЛөДІЁЖЧНј·ЦОцЈЁјыНј3Ј©
ЎЎЎЎҙЦЙҙЗ°ВЮАӯЧӘЛЩОӘ190ЈЁrЈҜminЈ©
ЎЎЎЎҙЦЙҙ»ъөДЧЬЗЈЙмұ¶Кэ 7.9ұ¶ әуЗЈЙмұ¶Кэ1.22ұ¶
ЎЎЎЎҙЦЙҙөДВЮАӯУлҪә№хПЯЛЩ¶ИUpЈҪЎЗЎБ28ЎБ190ЈҪ16713ЈЁmmЈҜminЈ©
ЎЎЎЎФЪҙЦЙҙІЁЖЧНјЙПФј60-80cnІЁіӨҙҰЈЁЙиІЁіӨ70cnЈ©УРГчПФөДСМҙСЧҙ»ъРөІЁ
ЎЎЎЎЛрЙЛІҝ·ЭІҝјюөДЧӘЛЩОӘnЈҪUpЈҜLЈҪ16713ЈҜ70ЎБ10ЈҪ23.9 rЈҜmin
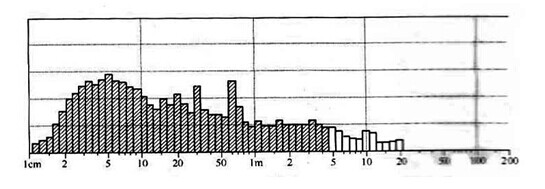
Нј3ЎўҙЦЙҙ»ъәуҪә№хЛрЙЛөДІЁЖЧНј
ЎЎЎЎНЁ№эІвЛЩјЖЛг»тІй№ӨТХКйҝЙөГЦӘәуВЮАӯУләуЖӨ№хҙҰөДәуЖӨ№хУРЛр»өЎЈөч»»әуЙПЖӨ№хә󣬻ъРөІЁПыК§ЎЈ
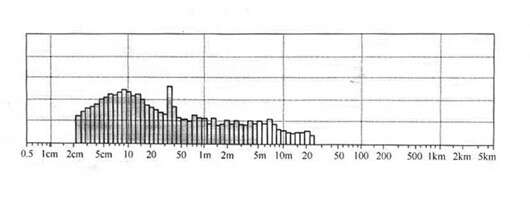
ЎЎЎЎАэўЗЎўПёЙҙ»ъЗ°ВЮАӯЖ«РДөДІЁЖЧНјјы4

Нј4ЈәПёЙҙ»ъЗ°ВЮАӯЖ«РДөДІЁЖЧНј
ЎЎЎЎҙУІЁЖЧНјЙП6-10Ц®јдҝЙҝҙіцУРГчПФөД»ъРөІЁЈЁНј4Ј©Ј¬ІЁіӨLОӘ8.25cm.№АјЖОКМв·ўЙъФЪЗ°ВЮАӯ»тЗ°ЙПЖӨ№хЎЈТСЦӘЗ°ВЮАӯЦұҫ¶ОӘ2.5cmЈ¬ФтЈ¬З°ВЮАӯЦЬіӨОӘЎЗЎБ2.5ЈҪ7.9ЈЁcmЈ©Ј¬УЙУЪВЮАӯ№өІЫЗъПЯөДУ°ПмЈ¬З°ВЮАӯөДЦЬіӨОӘ8ЈЁcmЈ©ЎЈТтҙЛҝЙИП¶ЁКЗЗ°ВЮАӯ·ўЙъөДОКМвЎЈҫӯІйЗ°ВЮАӯЖ«РД0.12mm.
ЎЎЎЎўЗЎўіЈУГөД»ъРөІЁ·ЦОц·ЁУРјЖЛг·Ёј°ІвЛЩ·ЁБҪЦЦЈ¬Аэ1ОӘІвЛЩ·Ё»тІй¶Ф№ӨТХЙијЖКйЈ¬Аэ2ЎўАэ3ј°Аэ4ОӘјЖЛг·ЁЎЈө«І»ВЫЙхГҙ·ҪФЪ·ЁЈ¬¶Ф»ъРөІЁ·ЦОцКұУҰФӨПИЦӘөА·ДЙҙЙиұёөДҙ«¶ҜНјЎўУР№Ш»ъЖчөДВЮАӯЦұҫ¶ЎўЛЩ¶Иј°ЗЈЙмұ¶КэөИ№ӨТХКэҫЭЎЈЧчОӘ¶Ф»ъРөІЁІЁЖЧНј·ЦОцөДТАҫЭЎЈ
ЎЎЎЎўИЎўЖдЛьјёЦЦөдРНөДЦЬЖЪРФІ»ФИҙГөгКөАэ
ЎЎЎЎўЩЎў»·¶§ПёЙҙ»ъөДЗ°ВЮАӯЖ«РД»бІъЙъЦЬЖЪРФөД»ъРөІЁЈ¬ІЁіӨОӘЎЗЎБ25.4ЈҪ8cmЈ¬ЖдЛьЗЈЙм»ШЧӘјюөДЖ«РД°ьАЁ¶§ЧУ»ШЧӘІ»ЖҪәгТІ»бІъЙъЦЬЖЪРФІ»ФИөД»ъРөІЁЎЈ
ЎЎЎЎўЪЎў»ҜПЛЛҝВзНІКұЈ¬ТтХЕБҰІ»ЖҪәг¶шІъЙъөД»ъРөІЁЈ¬іК¶ФіЖРОөДИэҪЗРОЦЬІЁЖЪРФөДІ»ФИІЁЎЈВзЙҙТ»ҙОНщёҙ¶ҜіМөДИЖЙҙіӨ¶ИЈЁјҙІ»ФИІЁіӨЈ©ОӘ8mЈ¬ІЁЖЧНјПФКҫОӘЖжКэРіІЁЎЈ
ЎЎЎЎўЫЎў»ҜПЛЛҝВзНІҫнИЖКұЈ¬УЙУЪНщёҙФЛ¶Ҝ¶шІъЙъөДІ»¶ФіЖөДХЕБҰұд»ҜЈ¬іКІ»¶ФіЖРФөДҫвіЭІЁЈ¬Т»ҙОНщёҙ¶ҜіМөДИЖЙҙіӨ¶ИЈЁІ»ФИВКІЁіӨЈ©ОӘ6mЈ¬ФЪІЁЖЧНјЙППФКҫіцЖжКэУлЕјКэөДРіІЁЎЈ
ЎЎЎЎўЬЎўФЪЧӘұӯ·ДөД·ДұӯАпУР»Тіҫј°ФУОпҫЫ»эЈ¬»бІъЙъТ»ёцЦЬЖЪРФөДПёҪЪЈ¬ҪУЧЕКЗТ»ёцҙЦҪЪЈ¬іКХэ·ҙПтөДВціеІЁЎЈИзЧӘұӯЦұҫ¶ОӘ6.7cmЈ¬ФтЦЬРФІ»ФИІЁІЁіӨОӘЎЗЎБ6.7ЈҪ21cmЈ¬КЗ·З¶ФіЖРФөДҙГөгЎЈІЁЖЧНјЙППФКҫіцЖжКэУлЕјКэРіІЁЎЈө«»щІЁөДХс·щІў·ЗЧоҙуЎЈ°ьјЈПЯіКЙПН№өД»ЎРОЎЈ»·¶§·ДЙҙЗЈЙмЧ°ЦГЦРөДҪәИҰИұЛр»тҪә№хУРЛрЙЛТІ»бІъЙъХвЦЦ»ъРөІЁЎЈ
ЎЎЎЎўЭЎў»·¶§ПёЙҙ»ъөДҪә№хҪәИҰұнГжУРЙЛәЫЈ¬ТІҝЙДЬІъЙъХэПт»тёәПтөДөҘПтөДВціеРОөДЦЬЖЪРФҙГөгЎЈИз№ыЖӨИҰЦЬіӨКЗ12cmЎўЦчЗЈЙмұ¶КэОӘ25ұ¶Ј¬Фт12ЎБ25ЈҪ300cm»т3mЈ¬ТІКЗ·З¶ФіЖҙГөгЎЈІЁЖЧНјЙППФКҫіцЖжКэУлЕјКэІЁЎЈ°ьјЈПЯіКҪПЖҪМ№өД»ЎРОЈ¬РіІЁУл»щІЁөДХс·щПаІоІ»ҙуЎЈЖдЛьИзЗЈЙмВЮАӯұнГжҫЦІҝЛрЙЛЎўҫ«Кб»ъГЮНшҙоҪУІ»Бјј°КбГЮ»ъөДХлІјЛрЙЛТІ»бІъЙъХвАа»ъРөІЁЎЈ


