


21世纪棉纺织技术的新发展(喷气机的织前准备技术)
2、纱线毛羽
对于高速运转,经纱开口小,开口频率高的喷气织机来讲,由于长度大于3mm的有害毛羽的存在,严重影响经纱开口不清、纬纱飞行受阻,而造成停台,因此纱线毛羽应作为一项重要疵点列为考核。
原纱毛羽不仅影响织物外观,而更重要的会由于喷气织机引纬不畅造成织机效率低下,据统计约有30%以上的停台是由于毛羽直接造成。纱线毛羽多还给浆纱工艺带来许多困难,因此,乌斯特97公报上明确提出对纱线毛羽考核的标准。
⑴、20世纪80年代以上,国内外对纱线毛羽产生的原因以及对喷气机效率的影响进行研究表明,细纱机是产生纱线毛羽的主要工序。
德国、瑞士等国的纺机公司最近对纺纱加捻三角区的研究认为纺纱三角区是细纱机产生毛羽的主要部分,纺纱三角区的存在还会产生大量的飞花,20世纪末推出的紧密纺环锭细纱机(compact spinning)生产的细纱强力比普通环锭细纱的强力高10—15%,纱线毛羽少,3mm以上的有害毛羽几乎没有。1mm长的毛羽也只有同号环锭纱的1/2,纱线毛羽总数比普通环锭细纱机减少80—90%,这种紧密型环锭纱在下游工序可不必上腊及烧毛,浆纱任务也减轻了许多。
⑵、钢令钢丝圈是环锭细纱机产生毛羽的另一重要因素,钢令钢丝圈的质量及配套使用情况对环锭纱的毛羽多少及毛羽长度都有显著的影响。
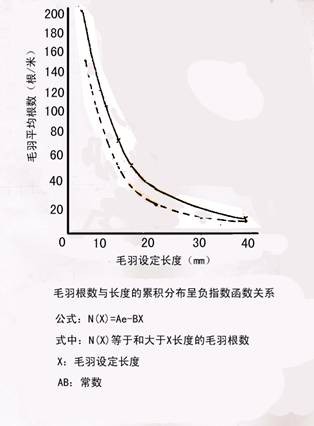
图2纱线毛羽的累计分布图
⑶、日本村田公司新近推出的涡流纺纱技术,实现了自由端真捻纺纱、纱线强力与同号环锭相接近,并且由于纺纱技术中基本取消纺纱三角区,使纺出的涡流纱毛羽很少,纱体十分光洁。
日本村田公司生产的涡流纺纱技术纺纱机基本上取消了纺纱三角区,使生产的纱线只有0.5mm以下长度的毛羽,纱线10m长度内0.5mm以下的毛羽仅有179个,而普通环锭纱的毛羽数却比喷气纱高18倍。
⑷、喷气织机对原纱质量的要求最重要的是强力弱环及纱线毛羽两项指标,如果这两个问题解决好了,喷气织机的效率及织造质量会显著提高,当然纱疵及平均强力、强力不匀率、条干不匀率、断裂伸长率等项指标也要具有一定的水平,最好能控制在乌斯特公报25%以内。
国外一些企业或商业公司在选购喷气织机或大园织机用纱时特别强调纱线的最低强力数值及出现的频率,这是十分合理的要求。
我国环锭纺纱系统中,除了粗纱机产生细节外,一些牵伸齿轮的键配合及齿轮啮合都应加强检查与维护。积极推广应用密实环锭纱及新型粗纱机应是我国传统纺纱系统改造的重要内容。
3、棉结
⑴纱线上的棉结不仅影响坯布质量,更严重的会造成染疵,形成染后白点,影响织物外观。国内外都在降低棉结疵点上进行了许多研究,并做了许多有益的改进,尤其在梳棉机上推广应用了新型针布,并采取了减少踵趾面差,增加固定盖板、盖板反转及提高锡林位置等加强分梳的措施,使经过梳棉机梳理后的生条,比喂入到梳棉机的棉絮的棉结杂质含量减少了80%。
⑵,国内外开清棉技术已走向成熟,采取了短流程的开清棉工艺,大大提高了流程中单机的开清棉功能,减少了棉结的产生。特别是2007幕尼黑ITMA上展出的超短流程的开清棉机组及新型高产梳棉机都对减少棉结很有作用,如MK7、C60等都提高了锡林转速,减小了锡林直经,增加了固定盖板,应用了摸块化技术,可因原棉质量调整固定盖板数量及喂入部份的刺辊数。特吕茨勒的梳棉机TC-03 TC-51锡林高度提高了20cm,增加了梳棉机的梳理面积。以提高梳棉机清除结杂能力。
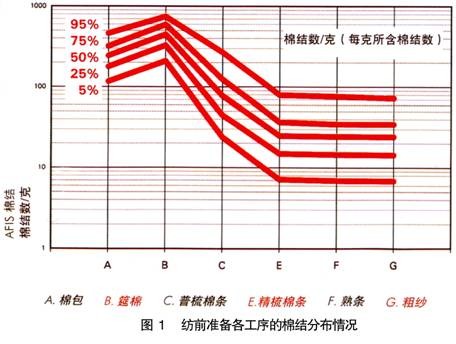
图3 乌斯特公报对纺纱各工序棉结分布的情况
在2007幕尼黑及2011巴塞罗纳ITMA展会上德国特吕茨勒公司展出了新式摸块化超短流程开清棉机及梳棉机机组。
开清棉梳棉工程的目的是要最大限度的开松原棉并最大限度的清除杂质而又很少损伤纤维,减少产生短绒及棉结。而减少产生短绒及棉结与清除杂质是开清棉梳棉工程的一对挛生的矛盾,为了提高开松除杂的效率并减少短绒及棉结的产生,新式超短流程开请棉机组具有作用柔和、高效除杂及清除异物、异纤并减少短绒及棉结的特点。
⑶精梳也是降低棉结的有效工序,适当的提高精梳落棉会使棉结含量显著降低。使精梳纱的质量进一步提高。
- 棉花上涨预期下 棉纺织龙头企业将迎来投资机会 (10-19 08:27)
- 新疆、内地、进口纱的竞争分析 (10-05 09:19)
- 夏津棉纺织企业的逆袭之路 (09-08 10:55)
- 岱银集团:技术创新与海外布局并重 (09-07 11:41)
- 河北邢台棉花出桃率低 大面积减产 (09-07 11:24)
- 我国储备棉轮出 进口纱质量不断提升 (08-07 09:41)
- “新常态”下棉纺织产业集群企业生存有道 (08-06 08:25)
- 棉纺织企业效益回升 上半年棉纺织行业热点解析 (08-04 10:00)


