


21世纪棉纺织技术的新发展(喷气机的织前准备技术)
5、上浆率监控系统(图4) :TTS10S浆纱机通过气压变化来测定浆液液位并及时地监测出浆液的消耗量及时的检测与显示出上浆量,可以控制上浆情况,避免上浆率高低不合格。
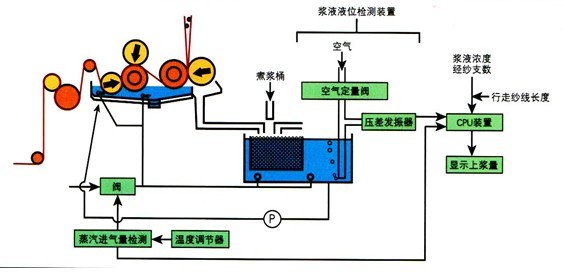
图13、上浆率监控系统
三、浆前预加湿技术
1、经纱通过预加湿处理可使浆液很好的渗透到受浆的经纱内部并使浆液均匀而有效的粘附于纱线表面,减少了上浆量及减少了纱线的伸度,获得手感柔软的上浆纱,进一步提高喷气织机的效率。为防止预加湿处理后的经纱的含水量对浆液造成稀释,津田驹TTS10S浆纱机有专门的的浆液浓度传感技术及浆液粘度自动测定技术的准确的管理与控制,确保浆液浓度稳定不变。不论粗支纱到细支纱(最高65/1-60/1英支)都可应用预加湿技术,但也有的纱种不适合预湿上浆。浆前预加湿技术以粗支纱最好。
2、预加湿后的经纱含有一定的水份,在同样的压力下由于纱支及经纱根数的不同而含有的水份不同,会有很大的差异。因此要保持稳定的浆液浓度,是成功的进行预加湿的关键。当更换品种时要通过浆液浓度装置进行单独的调节,做到浆液浓度配套,实现浆液浓度稳定运转,使预湿上浆的管理正常。预湿上浆的控制系统有S型及W型两种:
①、S型预湿上浆的控制系统S型是对30英支以下的粗支纱预加湿特别有效的预加湿系统见图5
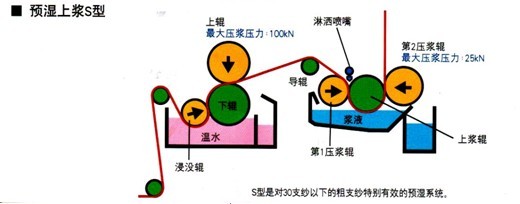
图·14 S型预湿上浆的控制系统
② W型预湿上浆的控制系统是对不适于预湿上浆的纱种,如细、高支纱及高密织物可在W型预湿上浆的控制系统的控制下进行预湿上浆。W型预湿上浆的控制系统属多功能浆纱系统。如将预湿槽中的水放掉,则形成带喂纱装置的轧点和双压浆方式的上浆系统。图6
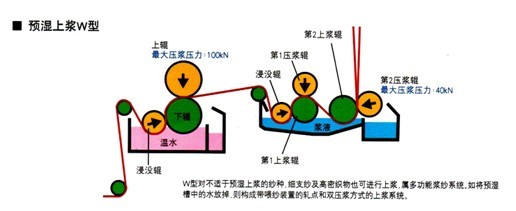
图15 W型预湿上浆的控制系统
四、压浆技术:双压浆有高压(压浆力40KN )及中、低压力(压浆力20 KN )上浆两种
1、高压上浆(压浆力40KN)如图7为轧点和双压浆方式。是由于浆槽采用了双套管构造进行间接加热的方法,从而抑制了由于浆液温度下降造成的稀释,大幅度提高了使浆液浓度和粘度保持均匀的功能;此外,利用高精度的喂纱装置,控制了在上浆湿润时的纱片的伸长从而使上浆方法多样化;也由于第2压浆罗拉处的浆液积存较少,可减少发生停车痕;由于将第2压浆辊配置在浆液中,不仅起到洗净的作用,而且使片纱部位的辊筒表面的浆液不易干燥,减少了辊筒表面产生浆膜。片纱在接触第2压浆辊之后,由于采用了浸入的辊筒,因此即使没有接触辊,纱片的排列也能够做到清晰整齐。
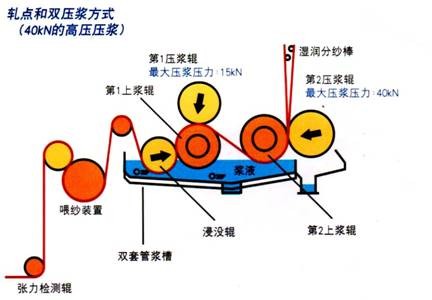
图16轧点和双压浆(压浆力40KN高压压浆)、
2、图8 为 中、低压上浆—浸渍和双压浆(压浆力20 KN及以下)
- 棉花上涨预期下 棉纺织龙头企业将迎来投资机会 (10-19 08:27)
- 新疆、内地、进口纱的竞争分析 (10-05 09:19)
- 夏津棉纺织企业的逆袭之路 (09-08 10:55)
- 岱银集团:技术创新与海外布局并重 (09-07 11:41)
- 河北邢台棉花出桃率低 大面积减产 (09-07 11:24)
- 我国储备棉轮出 进口纱质量不断提升 (08-07 09:41)
- “新常态”下棉纺织产业集群企业生存有道 (08-06 08:25)
- 棉纺织企业效益回升 上半年棉纺织行业热点解析 (08-04 10:00)


